2025-10-24
コンテンツ
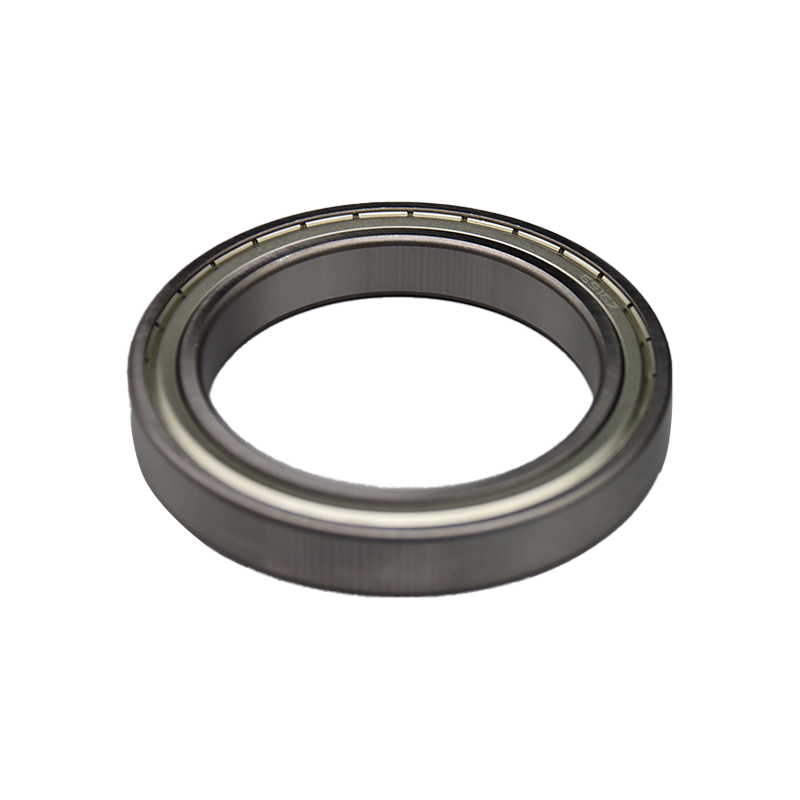
適切な設置は、製品の性能、精度、耐用年数を決定する最も重要な要素です。 深溝玉軸受 。円すいころ軸受とは異なり、深溝玉軸受には特定の取り付け方向があるかどうか、および予圧による内部すきまの管理方法がよく混乱します。この包括的なガイドでは、技術的なニュアンスを詳しく説明します。 深溝玉軸受の取付方向 専門家レベルのサービスを提供します 深溝玉軸受の予圧制御技術 により、機械の最適なパフォーマンスと寿命を確実に実現します。
標準ラジアル深溝玉軸受の基本的な特徴は、対称設計であることです。内輪、外輪とも同じ深さ、曲率の同一の軌道溝を持っています。この対称性が、ほとんどの一般的な用途において、取り付けに「正しい」または「間違った」方向がない主な理由です。このベアリングは、あらゆる方向からの大きなラジアル荷重と、両方向の中程度のアキシアル (スラスト) 荷重に耐えるように設計されています。ただし、この一般規則には、特殊なアプリケーションにとって重要な重要な例外があります。
正しい向きを決定することは、ベアリングがシャフトに取り付けられるずっと前から始まる体系的なプロセスです。たとえば、シールドベアリングの向きが間違っていると、ベアリングが汚染物質にさらされて早期故障につながる可能性があります。系統的なアプローチに従うことで、インストールを成功させるためにすべての要素が確実に考慮されます。
の黄金律 シールド付き深溝玉軸受の取り付け 密封されたバリアントは、保護された側を汚染物質の方向に向けます。シールド (非接触金属ディスク) とシール (接触ゴムまたはポリマー要素) は、主に破片の侵入を防ぎ、潤滑剤を内部に保持するように設計されています。それらを逆に取り付けると、この保護が無効になる可能性があります。
| ベアリングの種類 | 推奨される向き | 理論的根拠 |
| シングルシールド (ZZ) | シールドは汚染源に面しています | シールドは大きな粒子に対する物理的バリアを提供します |
| シングルシール(2Z/RS) | シール面の汚染源 | シールは、微細なほこりや湿気に対して、よりしっかりとしたリップベースのバリアを提供します。 |
| 二重シール(2RS) | どちらの側でも許容されますが、一次汚染物質の方向を考慮してください | 両方の側が保護されていますが、一方の側はより厳しい環境に直面する可能性があります |
予圧は、外力とは無関係に、軸受に永久的なアキシアル荷重を加えることです。これは、ベアリング システムの剛性と回転精度を向上させるための重要な技術です。深溝玉軸受はアンギュラコンタクト軸受ほど予圧がかかることが一般的ではありませんが、理解して適用する 深溝玉軸受の予圧制御技術 工作機械のスピンドルや高周波モーターなどの高速、高精度のアプリケーションには不可欠です。
深溝玉軸受に制御された予圧を適用するには、精度が必要です。調整が簡単な円すいころ軸受とは異なり、深溝玉軸受の予圧には通常、特定の取り付け配置と慎重な測定が必要です。目標は、過度の予圧によって過度の熱を発生させることなく、必要な剛性を達成することです。
プリロードを制御する最も直接的な方法は、ベアリングの軸方向の変位を管理することです。 2 つのベアリングが背中合わせまたは向かい合わせに取り付けられている場合、ロック ナットまたはエンド キャップを締めるとリングが押し合わされ、内部すきまがゼロになり、予圧が発生します。軸方向の変位と結果として生じる予荷重との関係は非線形であり、ベアリングのメーカーのチャートから参照できます。正確な測定が成功の鍵です 深溝ボールベアリングのプリロード調整 .
| 予圧方式 | 最適な用途 | 利点 | 短所 |
| スプリングプリロード | 高速アプリケーション、可変温度環境 | 熱膨張を補償し、一貫した力を発揮 | 固定プリロードと比較してシステム全体の剛性が低い |
| 固定位置プリロード | 高剛性用途、工作機械主軸 | 最大のシステム剛性と精度 | 熱膨張による過剰な予圧の危険性があり、精密な機械加工が必要です |
たとえ最善の意図があったとしても、取り付け時の単純なエラーがベアリングの即時または早期の故障につながる可能性があります。これらのよくある落とし穴を認識することが予防への第一歩です。これらの間違いの多くは、次のような誤解に直接関係しています。 深溝玉軸受の取付方向 または強圧的なアプローチ 深溝玉軸受の予圧制御技術 .
標準のオープンベアリングの場合、「外側」側はありません。左右対称なのでどちらの向きでも取り付け可能です。重要な要因は、シールドまたはシールドされたベアリングで発生します。シングルシールド (ZZ) またはシングルシール (RS) ベアリングの場合、保護側 (シールドまたはシールのある側) は、粉塵の多い外部環境など、最も重要な潜在的な汚染源に向かって「外側」を向く必要があります。二重シールドまたは二重シール ベアリング (2RS) の場合は、両側が保護されるため、方向はそれほど重要ではありませんが、より過酷な側を考慮することをお勧めします。この原則は正しいことの基礎です 深溝玉軸受の取付方向 .
過剰な予圧は有害であり、ベアリングの急速な故障につながります。ボールと軌道面の間の接触圧力が増加すると、摩擦と動作温度が大幅に上昇します。この高熱により潤滑剤が劣化し、潤滑膜や金属間の接触が失われる可能性があります。高応力と高温の複合効果により疲労が加速し、スポーリング (軌道面から材料が剥離すること) を引き起こし、最終的にはベアリングが焼き付きます。だからこそ正確な 深溝ボールベアリングのプリロード調整 「硬いほど良い」という問題ではなく、熱暴走を起こさずに必要な剛性を達成するための慎重なバランスが重要です。
正しい予圧を計算することは、アプリケーションの剛性に対するニーズとベアリングの熱制限とのバランスをとるエンジニアリング作業です。単一の普遍的な公式はありません。通常、このプロセスには次のことが含まれます。 1. 申請要件: システムに必要な軸方向および半径方向の剛性を決定します。 2. ベアリングメーカーのデータ: 技術カタログを参照すると、特定の軸受シリーズの軸方向変位と予圧力の関係を示すグラフが提供されることがよくあります。 3. システム分析: 回転速度(遠心力がアンギュラコンタクトペアの予圧に影響するため)やシャフトとハウジングの予想される熱膨張などの要因を考慮します。重要なアプリケーションの場合、これは多くの場合、経験豊富なエンジニアによって行われるか、高級ベアリングの設計と製造に携わるメーカーなど、精度に重点を置いたベアリングメーカーが提供する特殊なソフトウェアを利用して行われます。
技術的には、一対のアンギュラコンタクトベアリングと同じ方法で、単一の独立型深溝玉軸受に真の内部予圧を適用することはできません。シングル深溝玉軸受は非位置決め軸受であるため、ある程度の軸方向の動きに対応できなければなりません。ただし、2 つの深溝玉軸受を使用し、それらを特定の軸方向変位で相互に取り付けて (背面合わせまたは面合わせして)、予圧された *システム* を作成することができます。これにより、両方の内部すきまを排除できます。この配置は、それほど要求の厳しい精密用途では、アンギュラコンタクトベアリングのペアに代わる費用対効果の高い代替手段として使用されることがあります。
弊社が提供する製品
 English
English
 日本語
日本語
 Français
Français
 Español
Español
















